 Co., Ltd.")

European Steel Drhum Manufacturers Association (SEA A A) recommandations
La proposition a été élaborée par le Suropéen Steel Drhum ananufacturers sssociation (SEFA rum) en collaboration avec les fournisseurs membres de l'industrie sidérurgique soviétique.
1. cope cope et champ d'application
1.1 Tson document définit les caractéristiques des tôles d'acier laminées à froid utilisées dans la fabrication de fûts en acier.
1.2 si les conditions locales exigent une divergence avec la spécification, elle doit être spécifiée dans la commande après qu'un accord est conclu entre l'acheteur et le fournisseur.
2. excellentes eferences
2.1 tôle d'aluminium galvanisée 3574 tôle d'acier au carbone laminée à froid de qualité ommercial et estampage
2.2 tolérances pour les dimensions et les formes des profilés étanches 16162
3. Tqu'il a exigé
L'équipement teel doit être fourni sous forme de bobine ou de feuille (tel que spécifié dans la commande) conformément à l'ordonnance d'exécution 3574 (1.0330).
3.1 exigences
(1) la surface de la plaque d'acier est sèche
(2) la qualité de l'acier non allié
(3) laminage continu de tôles d'acier ou de bobines.
(4) recuit onontinuous ou recuit par lots du four de recuit abrité (un autre processus de recuit par lots peut être négocié dans des cas particuliers).
(5) matériau uitable pour la fabrication de barils en acier (corps de baril spécifié ou haut inférieur)
(6) pas d'huile
(7) le processus de soudure de générateur d'ozone d'alliage d'aluminium est adopté. Lorsque le corps du baril est soudé, la quantité de recouvrement est de 2 ± 0,5mm et la vitesse de soudage est de 18 m/min.
(8) Suitable pour la peinture ou la peinture, sans nettoyage préalable ou tout autre prétraitement (des échantillons de peinture peuvent être fournis sur demande)
3.2 exigences minimales en matière d'équivalence spécifique
(1) teneur en humidité arbon: 0,09% d'éax
Ardness de l'échantillon: 40-55 millimètres d'épaisseur 1)
(3) Cléanité:
-- La perte de réflectivité maximale du matériau aximum pour le test sur bande est de 20% ²) (réfléchee individuellement ppendix 1 pour la méthode d'essai)
-The surface est exempt d'huile, de rouille, d'eau et de résidus sensibles.
-Tla quantité totale de particules polluantes d'un côté est inférieure à 25 mg/m².
Décoote:
1)The aciérie essaie de réduire la plage de dureté en augmentant la valeur minimale, qui est contrôlée dans les 10 points.
2) Fou certaines applications (telles que l'emballage des revêtements automobiles), un acier plus propre est requis, et le but devrait être d'atteindre une perte de réflectivité inférieure. Si une plus grande propreté est requise, elle est convenue dans le bon de commande, y compris une perte de réflectivité maximale acceptable (par exemple, 10%).
(4) metal teneur en métal <100ppm [Lead (Pb), cadmium (Cd), Mercury (Hg), chlorure hromium 6 (CrV1)]
Déduote: Tson exigence s'applique également aux matériaux préenduits.
(5) tolérance dimensionnelle: conditions tolérance de largeur de plaque de petit pain: négatif est 0, positif est 2mm.
(6) l'épaisseur de la tôle d'acier est uniforme et la chute d'épaisseur du bord à 40mm du bord ne doit pas dépasser 3% de l'épaisseur mesurée.
(7) latlatness: l'acier doit être plat après déroulement et nivellement, et la plaque de corps de baril coupée (la longueur de mesure est 1800mm), c'est-à-dire, la distance entre la plaque et le plan horizontal n'est pas supérieure à 5mm. l'échuyer doit s'assurer que l'équipement approprié est utilisé et correctement ajusté.
(8) adian: à l'intérieur de la plage de longueur supérieure à 2000mm, le radian de bord maximal est de 1mm.
(9) Welding: Tici est au maximum un joint de soudure par bobine. However, une ligne de décapage supplémentaire peut être acceptée pour le soudage. Tsa soudure ne doit pas être marquée.
(10) loi Winding de la bobine en acier: convexe et concave ne doit pas dépasser 10mm.
4. marquage eld eld
Les eld de décapage en bobines d'acier (mais pas les soudures de plaque de décapage) doivent être marqués par l'une des méthodes suivantes (ou une combinaison de méthodes) et spécifiés dans l'ordre:
(1) percer des trous de rill près de la largeur moyenne de la soudure.
(2) vérifiez la position évidente à l'extérieur de la bobine en acier en pulvérisant avec des pulvérisateurs.
(3) trous de perforation aux deux extrémités de la bobine en acier.
5. acking acking
Les bobines Steel doivent être emballées pour éviter la pénétration de l'humidité et la rouille. Après consultation entre l'acheteur et le fournisseur, et comme stipulé dans la commande, le fournisseur doit rappeler les matériaux d'emballage utilisés.
6. certificat d'éualification
Pour chaque envoi, un toit Pconforme à la commande est requis: à envoyer avec les documents d'expédition. L'échantillon est signalé s'il est pressé en douceur.
 Drum Cap Seal from chongyi industries - 翻译中...June 10, 2023First of all, thank you for watching today's tweet. The product introduced today is mainly a drum lid seal, which can also be called a waterproof cover. Next, I will introduce this product to you ...view
Drum Cap Seal from chongyi industries - 翻译中...June 10, 2023First of all, thank you for watching today's tweet. The product introduced today is mainly a drum lid seal, which can also be called a waterproof cover. Next, I will introduce this product to you ...view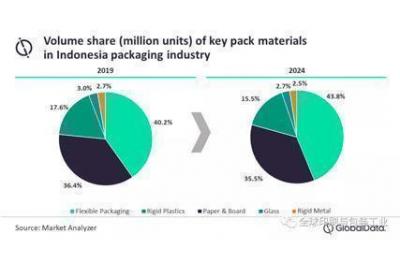 The Development Prospects Of Southeast Asian acking MarketJuly 1, 2022Le rapport de GlobalData "l'industrie malaisienne de l'emballage-tendances et opportunités" montre que l'industrie est principalement tirée par la croissance des emballages en papier et en carton. On s'attend à ce que...view
The Development Prospects Of Southeast Asian acking MarketJuly 1, 2022Le rapport de GlobalData "l'industrie malaisienne de l'emballage-tendances et opportunités" montre que l'industrie est principalement tirée par la croissance des emballages en papier et en carton. On s'attend à ce que...view Astre-serrant des additifs d'orce jetables ou des anesthéatigues d'éracture d'étholtJuly 4, 2022Comme pour d'autres pièces métalliques, les défaillances des fixations comprennent la surcharge, la fissuration liée à la corrosion, la fragilisation, le fluage et la fatigue. En raison de charges externes, une surcharge de fixation peut se produire lors de l'installation o...viewÉquipement d'équipement d'éurification d'éfri d'éthylène d'éthylène d'éthylène d'éthylène d'éthylène d'éthylène d'éthylène d'éthylène dans l'équipement d'équipement de conditionnement d'étal d'éthylèneJuly 1, 2022La protection de l'environnement est sous pression, et l'industrie de l'emballage en métal doit de toute urgence résoudre la gestion efficace des fuites d'électricité satténuue au danger des fuites d'électricité illégales, de nombreux pays ont promulgué des lois pour...viewLa tendance des prix de l'acier laminé à froidJuly 1, 2022Bobine laminée à froid: en avril 8th, le prix moyen de 1.0mm bobine froide dans 24 grandes villes en chine était CNY 6,047/tonne, baisse de CNY 11/tonne par rapport au dernier jour de négociation. Cette semaine, la sortie hebdomadaire...view
Astre-serrant des additifs d'orce jetables ou des anesthéatigues d'éracture d'étholtJuly 4, 2022Comme pour d'autres pièces métalliques, les défaillances des fixations comprennent la surcharge, la fissuration liée à la corrosion, la fragilisation, le fluage et la fatigue. En raison de charges externes, une surcharge de fixation peut se produire lors de l'installation o...viewÉquipement d'équipement d'éurification d'éfri d'éthylène d'éthylène d'éthylène d'éthylène d'éthylène d'éthylène d'éthylène d'éthylène dans l'équipement d'équipement de conditionnement d'étal d'éthylèneJuly 1, 2022La protection de l'environnement est sous pression, et l'industrie de l'emballage en métal doit de toute urgence résoudre la gestion efficace des fuites d'électricité satténuue au danger des fuites d'électricité illégales, de nombreux pays ont promulgué des lois pour...viewLa tendance des prix de l'acier laminé à froidJuly 1, 2022Bobine laminée à froid: en avril 8th, le prix moyen de 1.0mm bobine froide dans 24 grandes villes en chine était CNY 6,047/tonne, baisse de CNY 11/tonne par rapport au dernier jour de négociation. Cette semaine, la sortie hebdomadaire...view Emballage d'alliage d'aluminium de luminum d'éalue d'alliage d'aluminium de pplicationJuly 1, 2022La structure table et le luminum de barrierAfort ont la force et la stabilité nécessaires. Le mécanisme de corps d'emballage The est stable et léger bloque complètement la lumière, le gaz et l'humidité, prot...view
Emballage d'alliage d'aluminium de luminum d'éalue d'alliage d'aluminium de pplicationJuly 1, 2022La structure table et le luminum de barrierAfort ont la force et la stabilité nécessaires. Le mécanisme de corps d'emballage The est stable et léger bloque complètement la lumière, le gaz et l'humidité, prot...view
 EN
EN
 ko
ko  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  th
th 


